

Обзор проекта
Чертежи заготовки: в соответствии с чертежами САПР, предоставленными Стороной А. Технические требования: Объем загрузки силоса ≥ производительности производства в течение одного часа.
| Тип заготовки | Спецификация | Время обработки | Объем хранения/час | Количество проводов | Требование |
| Пресс-пластина SL-344 | 1Т/2Т/3Т | 15 | 240 | 1 | Совместимый |
| 5Т/8Т | 20 | 180 | 1 | Совместимый | |
| Пряжка с двумя кольцами SL-74 | 7/8-8 | 24 | 150 | 2 | / |
| 10-8 | 25 | 144 | 2 | / | |
| 13-8 | 40 | 90 | 2 | / | |
| 16-8 | 66 | 55 | 1 | / | |
| 20-8 | 86 | 42 | 2 | / |
Чертеж заготовки, 3D-модель
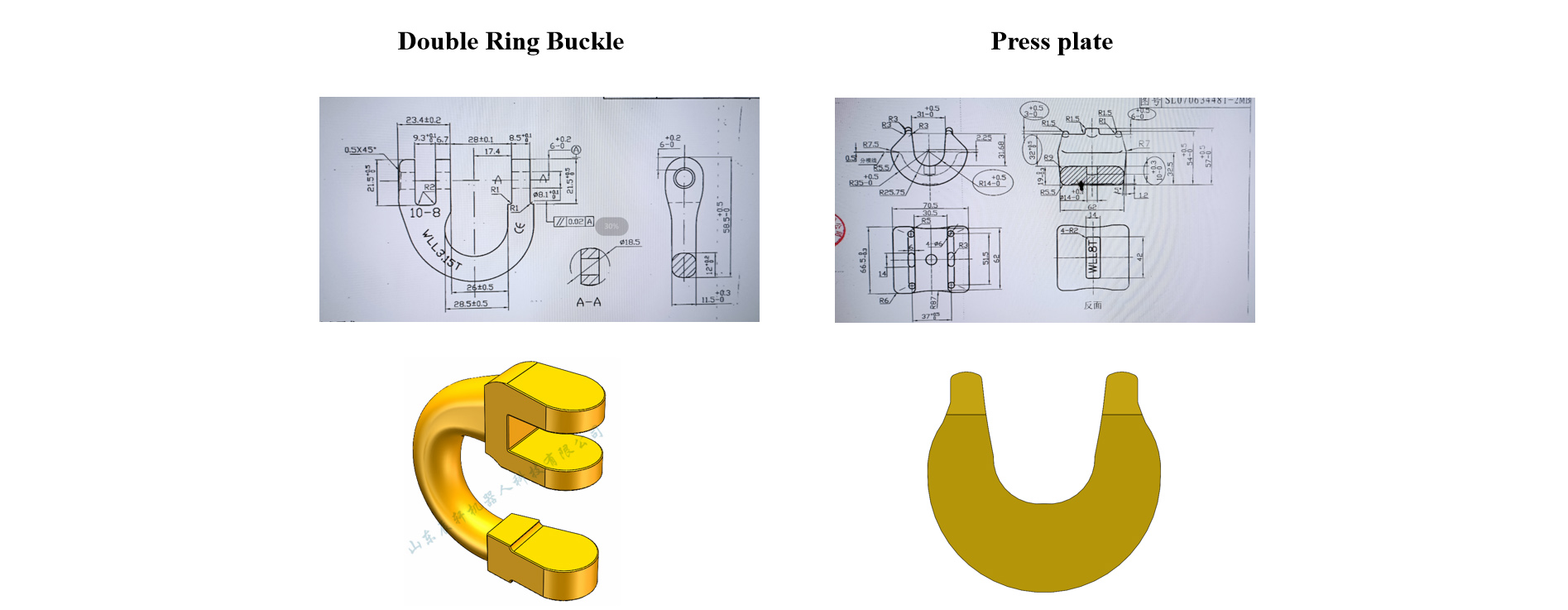
Схема макета
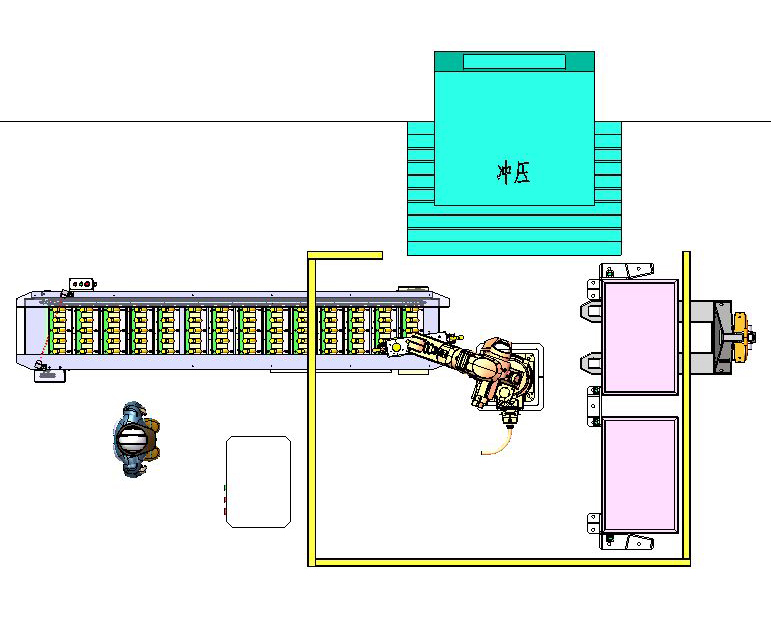
Описание: Подробные размеры занимаемой территории будут зависеть от проекта.
Список оборудования
Корзина для временного хранения перегородок
| Серийный номер | Имя | Модель № | Количество. | Замечания |
| 1 | Роботы | XB25 | 1 | Чэньсюань (включая корпус, шкаф управления и демонстратор) |
| 2 | Робот-щипцы | Настройка | 1 | Чэньсюань |
| 3 | База роботов | Настройка | 1 | Чэньсюань |
| 4 | Электрическая система управления | Настройка | 1 | Чэньсюань |
| 5 | Загрузочный конвейер | Настройка | 1 | Чэньсюань |
| 6 | Защитное ограждение | Настройка | 1 | Чэньсюань |
| 7 | Устройство определения положения материальной рамы | Настройка | 2 | Чэньсюань |
| 8 | Заглушка рамки | / | 2 | Подготовлено Стороной А |
Описание: В таблице показан список конфигураций отдельной рабочей станции.
Техническое описание
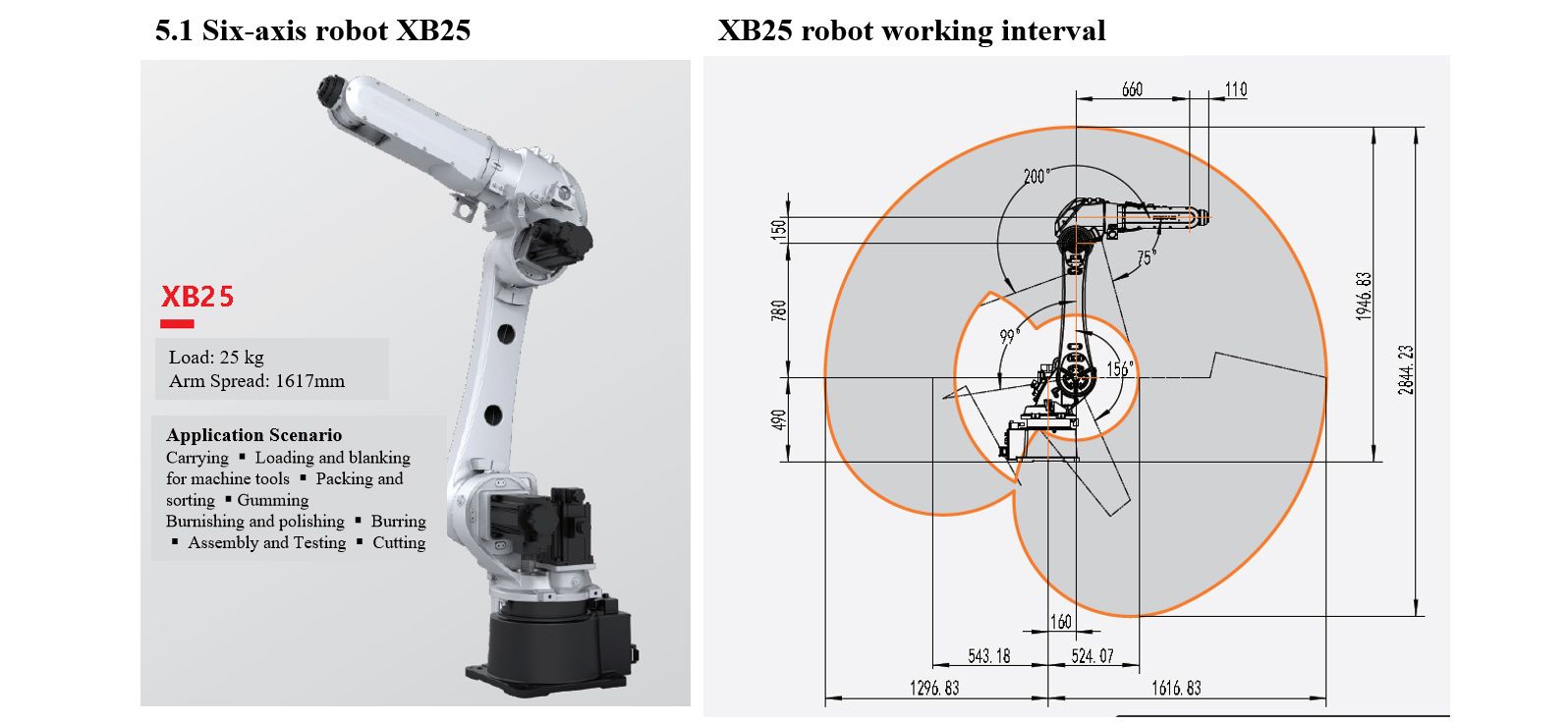
Шестиосный робот XB25
Roboter XB25 как основной параметр
| Модель № | Степень свободы | Нагрузка на запястье | Максимальный рабочий радиус | ||||||||
| XB25 | 6 | 25 кг | 1617 мм | ||||||||
| Повторная точность позиционирования | Масса тела | Степень защиты | Режим установки | ||||||||
| ± 0,05 мм | Около 252 кг | IP65 (запястье IP67) | Наземные, подвесные | ||||||||
| Интегрированный источник воздуха | Интегрированный источник сигнала | Номинальная мощность трансформатора | Соответствующий контроллер | ||||||||
| 2-φ8 воздуховод (8 бар, электромагнитный клапан как опция) | 24-канальный сигнал ( 30 В, 0,5 А ) | 9,5 кВА | XBC3E | ||||||||
| Диапазон движения | Максимальная скорость | ||||||||||
| Вал 1 | Вал 2 | Вал 3 | Вал 4 | Вал 5 | Вал 6 | Вал 1 | Вал 2 | Вал 3 | Вал 4 | Вал 5 | Вал 6 |
| +180°/-180° | +156°/-99° | +75°/-200° | +180°/-180° | +135°/-135° | +360°/-360° | 204°/ю.ш. | 186°/ю.ш. | 183°/ю.ш. | 492°/ю.ш. | 450°/ю.ш. | 705°/ю.ш. |
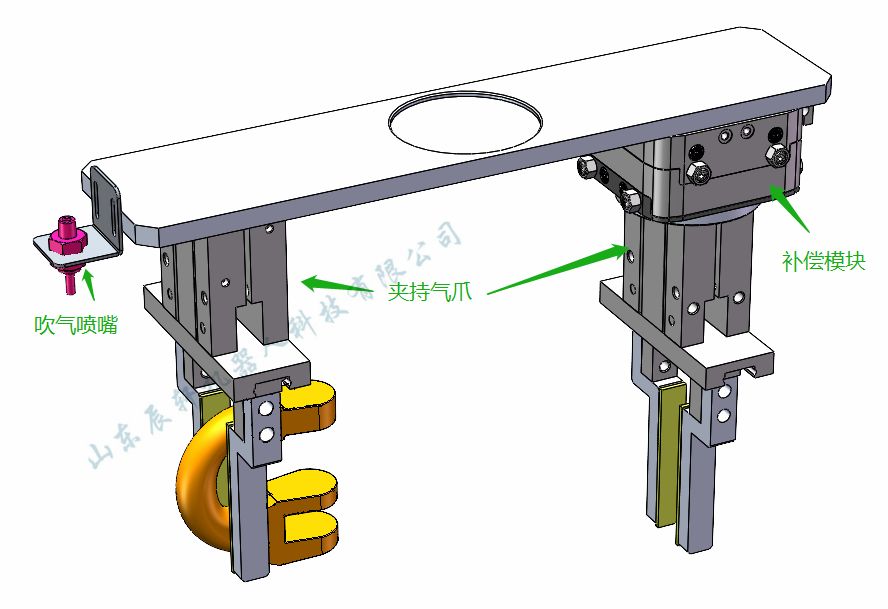
Робот-щипцы
1. Двухстанционная конструкция, интегрированная загрузка и гашение, возможность быстрой перезарядки;
2. Применимо только для зажима заготовок указанных спецификаций, а клещи совместимы только с зажимом аналогичных заготовок в определенном диапазоне;
3. Отключение питания гарантирует, что изделие не упадет в течение короткого времени, что является безопасным и надежным;
4. Группа высокоскоростных пневматических сопел может выполнять функцию продувки воздухом в обрабатывающем центре;
5. Для зажима пальцев следует использовать мягкие полиуретановые материалы, чтобы исключить защемление заготовки;
6. Модуль компенсации может автоматически компенсировать позиционирование заготовки или погрешности приспособления, а также изменение допусков заготовки.
7. Схема приведена только для справки, детали зависят от фактического проекта.
| Технические данные* | |
| Номер заказа | XYR1063 |
| Для соединения фланцев согласно EN ISO 9409-1 | ТК 63 |
| Рекомендуемая нагрузка [кг]** | 7 |
| Перемещение по осям X/Y +/- (мм) | 3 |
| Сила удержания центра (Н) | 300 |
| Сила удержания вне центра [Н] | 100 |
| Максимальное рабочее давление воздуха [бар] | 8 |
| Минимальная рабочая температура [°C] | 5 |
| Максимальная рабочая температура [°C] | +80 |
| Объем воздуха, потребляемый за цикл [см3] | 6.5 |
| Момент инерции [кг/см2] | 38.8 |
| Вес [кг] | 2 |
| *Все данные измерены при давлении воздуха 6 бар. **При сборке в центре |
Модуль компенсации

Модуль компенсации может автоматически компенсировать позиционирование заготовки или погрешности приспособления, а также изменение допусков заготовки.
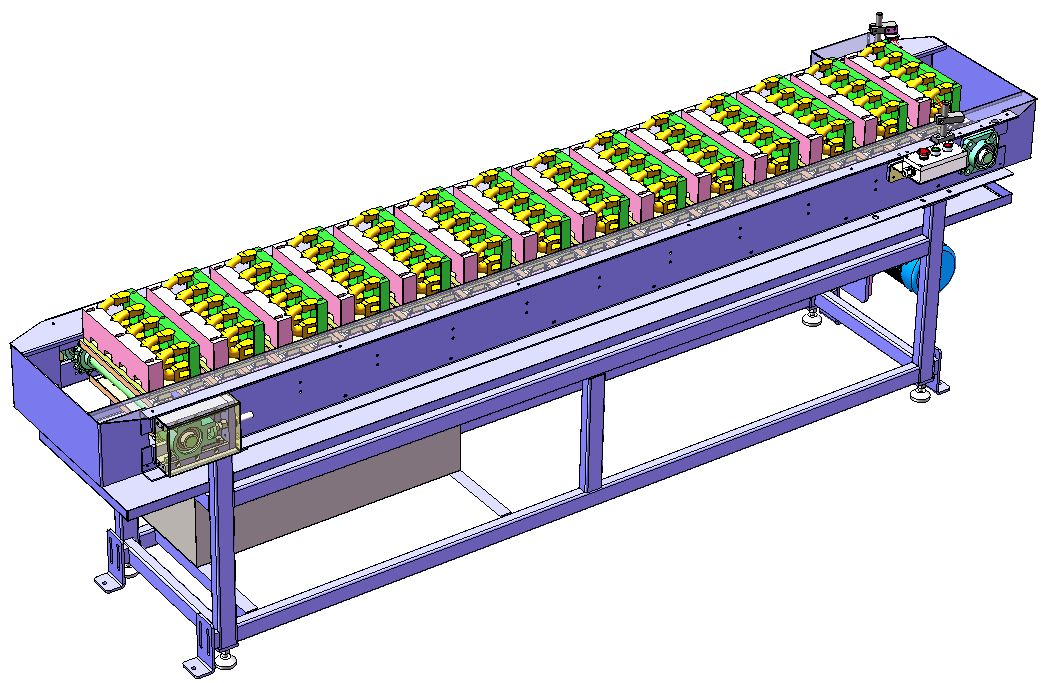
Линия погрузки и транспортировки
1. Погрузочно-транспортная линия использует цепную однослойную конвейерную структуру с большой вместимостью, простым ручным управлением и высокой экономической эффективностью;
2. Проектное количество размещаемой продукции должно соответствовать производительности установки в течение одного часа. При условии регулярной ручной загрузки каждые 60 минут возможна бесперебойная работа установки.
3. Поддон для материала защищен от ошибок, что облегчает ручное опорожнение, а оснастка бункера для заготовок с различными спецификациями регулируется вручную;
4. Для загрузочного лотка силоса выбраны масло- и водостойкие, антифрикционные и высокопрочные материалы, при производстве различных продуктов требуется ручная регулировка;
5. Схема приведена только для справки, детали зависят от фактического проекта.
Электрическая система управления
1. Включая управление системой и передачу сигналов между оборудованием, включая датчики, кабели, каналы, переключатели и т. д.;
2. Автоматический блок оснащен трехцветной сигнальной лампой. При нормальной работе трехцветная лампа горит зеленым цветом, а при выходе из строя блока загорается красным цветом.
3. На шкафу управления и демонстрационном блоке робота предусмотрены кнопки аварийной остановки. В случае чрезвычайной ситуации нажатие кнопки аварийной остановки может одновременно привести к аварийной остановке системы и отправке сигнала тревоги.
4. С помощью демонстратора мы можем компилировать множество видов прикладных программ, которые могут отвечать требованиям обновления продукции и добавления новых продуктов;
5. Все сигналы аварийной остановки всей системы управления и сигналы защитной блокировки между технологическим оборудованием и роботами подключены к системе безопасности, а управление блокировкой осуществляется через программу управления;
6. Система управления реализует сигнальную связь между рабочим оборудованием, таким как роботы, загрузочные силосы, клещи и обрабатывающие станки;
7. Система станка должна осуществлять обмен сигналами с системой робота.
Обрабатывающий станок (предоставляется пользователем)
1. Обрабатывающий станок должен быть оснащен механизмом автоматического удаления стружки (или для ручной и регулярной очистки стружки) и функцией автоматического открывания и закрывания двери (если предусмотрена операция открывания и закрывания двери станка);
2. Во время работы станка не допускается наматывание железной стружки на заготовки, что может повлиять на зажим и размещение заготовок роботами;
3. Учитывая возможность попадания стружечных отходов в форму станка, Сторона Б добавляет к захватам робота функцию обдува воздухом.
4. Сторона А должна выбрать соответствующие инструменты или технологию производства, чтобы обеспечить разумный срок службы инструмента или замену инструментов с помощью устройства смены инструмента внутри станка, чтобы избежать ухудшения качества блока автоматизации из-за износа инструмента.
5. Сигнальная связь между станком и роботом должна быть реализована Стороной Б, а Сторона А должна предоставлять соответствующие сигналы станка по мере необходимости.
6. Робот осуществляет грубое позиционирование при сборе деталей, а приспособление станка реализует точное позиционирование по контрольной точке заготовки.
Защитное ограждение
1. Установите защитное ограждение, защитную дверь, предохранительный замок и другие устройства, а также выполните необходимую блокировочную защиту.
2. Защитная дверь должна быть установлена в правильном положении относительно защитного ограждения. Все двери должны быть оснащены выключателем безопасности с кнопкой, кнопкой сброса и кнопкой аварийной остановки.
3. Защитная дверь блокируется системой посредством замка (выключателя). При непреднамеренном открытии защитной двери система останавливается и подаёт сигнал тревоги.
4. Меры обеспечения безопасности гарантируют безопасность персонала и оборудования посредством аппаратных и программных средств.
5. Защитное ограждение может быть предоставлено Стороной А самостоятельно. Рекомендуется сварить его с помощью высококачественной сетки и покрасить поверхность желтым сигнальным лаком горячей сушки.

Защитное ограждение

Предохранительный замок
Защитное ограждение. Рабочая среда (предоставляется Стороной А)
| Источник питания | Электропитание: трехфазное четырехпроводное переменный ток 380 В ± 10%, диапазон колебаний напряжения ± 10%, частота: 50 Гц; Электропитание шкафа управления роботом должно быть оснащено независимым воздушным выключателем; Шкаф управления роботом должен быть заземлен с сопротивлением заземления менее 10 Ом;Эффективное расстояние между источником питания и электрическим шкафом управления робота должно быть в пределах 5 метров. |
| Источник воздуха | Сжатый воздух должен быть отфильтрован от воды, газа и примесей, а выходное давление после прохождения через FRL должно составлять 0,5~0,8 МПа; Эффективное расстояние между источником воздуха и корпусом робота должно быть в пределах 5 метров. |
| Фундамент | Обработать обычным цементным полом цеха Стороны А, а монтажное основание каждого оборудования закрепить к земле дюбельными болтами; Прочность бетона: 210 кг/см2; Толщина бетона: Более 150 мм;Неровность фундамента: менее ±3 мм. |
| Условия окружающей среды | Температура окружающей среды: 0~45 ℃; Относительная влажность: 20%~75%RH (конденсация не допускается); Виброускорение: менее 0,5G. |
| Разнообразный | Избегайте воздействия воспламеняющихся и едких газов и жидкостей, а также разбрызгивания масла, воды, пыли и т. д.; Не приближайтесь к источникам электрических помех. |






